Categories
- Technical & Application (25)
- Steel Tubing (20)
- Alloy Tubing (8)
The ASTM A249 tubes are nominal-wall-thickness welded tubes and heavily cold-worked welded tubes made from a series of austenitic stainless steels. These tubes are primarily used for the fabrication of boilers, superheaters, heat exchangers, or condensers. ASTM A249 is identical with ASME SA-249. The tubing sizes and thicknesses usually furnished to this standard are 1/8″ [3.2 mm] in inside diameter to 12″ [304.8 mm] in outside diameter and 0.015″ to 0.320″ [0.4 mm to 8.1 mm] in wall thickness. ASTM A249 stainless steel welded tubes are commonly used in high-temperature and high-corrosion applications.

ASTM A249 TP304H welded tubes supplied to Iraq, (OD)19.05mm×(WT)0.7×(L)4450mm, packaged by wooden cases, 23.5 tons in total.
ASTM A249 welded tubes shall be made from a variety of austenitic stainless steel grades covering TP201, TP304, TP304L, TP304H, TP304N, TP304LN, TP309S, TP309H, TP309Cb, TP310S, TP310H, TP310Cb, TP316, TP316L, TP316H, TP316N, TP316LN, TP317, TP317L, TP321, TP321H, TP347, TP347H, TP348, TP348H, Alloy 20 (UNS N08020), UNS N08367, Alloy 800 (UNS N08800), Alloy 800H (UNS N08810), UNS N08811, UNS N08926, UNS N08904.
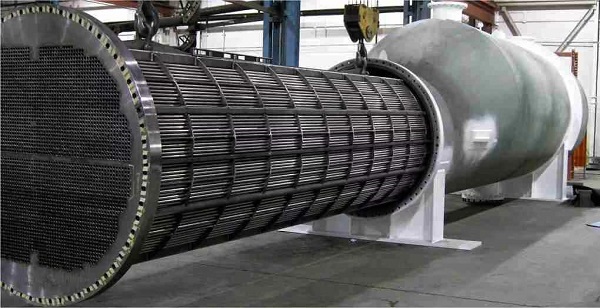
A shell-and-tube heat exchanger made of ASTM A249 TP316L welded tubes, supplied to Poland.
The ASTM A249 stainless steel welded tubes shall be made from flat-rolled steel by an automatic welding process with no addition of filler metal. Such an automatic welding process includes TIG (tungsten inert gas welding), ERW (electric resistance welding), PAW (plasma arc welding), or laser beam welding. Compared to ASTM A213 seamless tubing, the production process of ASTM A249 welded tubes is relatively simple. They are made by rolling flat steel sheets or strips into a tubular shape and then welding the seam. The weld seam is typically subjected to heat treatment and mechanical processing (such as cold working) to ensure the tube’s integrity and uniformity. ASTM A249 welded tubes are used in applications that require high strength and uniformity but where the highest pressure ratings and seamless construction are not critical. All the austenitic stainless steel welded tubes made in accordance with ASTM A249 shall be furnished with the solutioning heat treatment, in which the welded tubes are heated to the solutioning temperature (varies for different steel grades), held for sufficient time, and subsequently quenched in water.

The X-ray inspection of ASTM A249 TP316L welded tubes during the production process.
ASTM A249 austenitic stainless steel welded tubes shall be subjected to a series of tests and inspection to ensure premium quality. These tests and inspection include chemical analysis, tensile test, hardness test, reverse-bend test, grain size determination (for H grades), flattening test, flange test, visual examination, dimensional inspection, intergranular corrosion test, hydrostatic test, as well as non-destructive test (NDT). Especially, the X-ray inspection as one of the main NDT methods is widely used to examine the welding quality of the stainless steel welded tubing. Also known as radiographic testing, the primary purpose of X-ray inspection is to detect internal and surface defects that may affect the performance of the welded tubes. These defects may include incomplete fusion or penetration of the weld seam, porosity (gas pockets within the weld), slag inclusions (non-metallic inclusions within the weld), cracks, and voids. X-ray inspection neither damages nor alters the tubes being inspected and provides detailed images that precisely identify and describe defects on and within the tubes. This inspection is crucial for applications where welded tubes are used in high-pressure, high-temperature, or corrosive environments, ensuring the safety and reliability of the system.
